Bei der Auswahl eines Betonrecyclers müssen Sie dessen Verarbeitungsleistung, die Qualität der wiedergewonnenen Materialien, die Integration in das Wassermanagementsystem Ihrer Anlage und die langfristigen Wartungsanforderungen bewerten. Diese Faktoren wirken sich direkt auf Ihre Investitionsrendite und die betriebliche Effizienz aus.
Der richtige Betonrecycler ist nicht nur ein Werkzeug zur Abfallentsorgung; er ist ein integriertes System, das dazu dient, eine Belastung – überschüssigen Beton – in wertvolle Vermögenswerte wie wiederverwendbare Zuschlagstoffe und Wasser umzuwandeln und so Ihre Betriebskosten direkt zu senken.

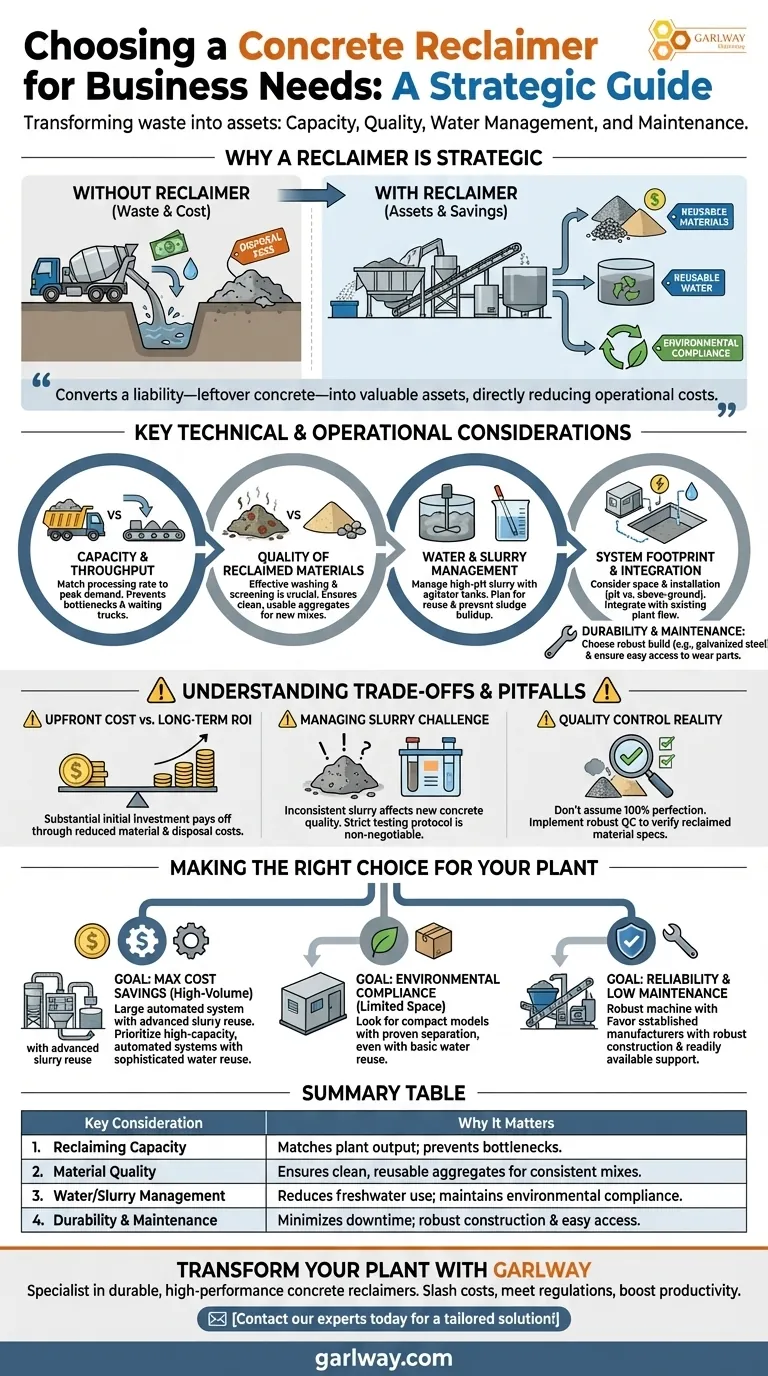
Warum ein Recycler eine strategische Investition ist
Ein Betonrecycler ist das Herzstück der Material- und Umweltmanagementstrategie einer modernen Anlage. Er löst das grundlegende Problem, was mit dem nicht verwendeten „Auswasch“-Beton von zurückkehrenden LKW und Mischern geschehen soll.
Die direkten Kosteneinsparungen
Ohne einen Recycler wird überschüssiger Beton zu einem kostspieligen Abfallprodukt. Sie zahlen für die verschwendeten Rohmaterialien (Zement, Zuschlagstoffe, Wasser) und dann noch einmal für Entsorgungsgebühren.
Ein Recycler durchbricht diesen Kreislauf. Er trennt den Auswasch in seine Kernkomponenten, sodass Sie Grobzuschlagstoffe und Sand wiedergewinnen können, um sie für neue Mischungen zu verwenden. Er erfasst auch das zementreiche Wasser, das wiederverwendet werden kann, und reduziert so Ihren Frischwasserverbrauch.
Einhaltung von Umweltvorschriften
Umweltvorschriften bezüglich Betonwaschwasser werden immer strenger. Eine unsachgemäße Entsorgung von Schlämmen mit hohem pH-Wert und Betonfeststoffen kann zu erheblichen Bußgeldern und Reputationsschäden führen.
Ein Recycler bietet ein geschlossenes System, das sicherstellt, dass Ihre Anlage konform arbeitet, indem es kontaminierte Abflüsse verhindert und die auf Deponien verbrachte Feststoffmenge minimiert.
Wichtige technische und betriebliche Überlegungen
Die Bewertung eines Recyclers erfordert einen Blick über das Datenblatt hinaus und die Berücksichtigung, wie er im einzigartigen Fluss Ihrer Anlage funktionieren wird.
Recyclingkapazität und Durchsatz
Die Kapazität des Recyclers muss mit dem Output Ihrer Anlage übereinstimmen. Ein zu kleines System wird zu einem Engpass führen, mit LKWs, die auf die Auswaschung warten, was Ihr Betriebstempo beeinträchtigt.
Berücksichtigen Sie das Volumen des zurückkehrenden Betons, das Sie an Ihren geschäftigsten Tagen verarbeiten. Die Verarbeitungsrate des Recyclers, oft gemessen in Kubikmetern oder Yards pro Stunde, sollte diesen Spitzenbedarf problemlos übersteigen.
Qualität der wiedergewonnenen Materialien
Das ultimative Ziel ist die Wiederverwendung der wiedergewonnenen Materialien. Dies ist nur möglich, wenn der Recycler sie sauber trennt.
Eine schlechte Trennung führt zu Sand, der mit Zementfeinstaub kontaminiert ist, oder zu Zuschlagstoffen, die mit hartem Mörtel überzogen sind. Diese minderwertigen Materialien können neue Betonmischungen beeinträchtigen. Suchen Sie nach Systemen, die eine effektive Wäsche und Siebung demonstrieren, um saubere, verwendbare Zuschlagstoffe zu produzieren.
Wasser- und Schlammmanagement
Das vom Recycler produzierte „Grauwasser“ oder Schlamm ist ein kritischer Faktor. Dieses Wasser enthält suspendierte Zementpartikel und hat einen hohen pH-Wert.
Sie benötigen einen Plan, um es zu verwalten. Die meisten Systeme verwenden einen Rührbehälter, um die Feststoffe suspendiert zu halten und das Wasser für nachfolgende Mischungen wiederverwenden zu können. Eine ordnungsgemäße Verwaltung ist entscheidend für die Aufrechterhaltung der Betonqualität und die Verhinderung von Schlammansammlungen.
Platzbedarf und Integration des Systems
Ein Recycler ist keine eigenständige Maschine; er muss in das Layout Ihrer Anlage integriert werden. Berücksichtigen Sie den benötigten physischen Raum, bekannt als Platzbedarf.
Einige Systeme erfordern Gruben und umfangreiche Tiefbauarbeiten, während andere vollständig überirdisch sind und mehr Installationsflexibilität bieten. Analysieren Sie, wie es mit Ihrem bestehenden Auswaschbereich, der Wasserversorgung und den Stromquellen verbunden wird.
Haltbarkeit und Wartung
Beton ist hochgradig abrasiv. Die internen Komponenten des Recyclers, wie der Schneckenförderer und die Siebe, sind Verschleißteile.
Bewerten Sie die Verarbeitungsqualität und Materialauswahl (z. B. verzinkter Stahl), um seine erwartete Lebensdauer einzuschätzen. Darüber hinaus stellen Sie sicher, dass das Design einen einfachen Zugang zu den Schlüsselkomponenten für regelmäßige Reinigung und Wartung ermöglicht, um Ausfallzeiten zu minimieren.
Verständnis der Kompromisse und Fallstricke
Ein Recycler ist eine erhebliche Kapitalinvestition, und ein erfolgreiches Ergebnis hängt vom Verständnis seiner Grenzen und betrieblichen Anforderungen ab.
Die Anschaffungskosten vs. der langfristige ROI
Der anfängliche Kauf- und Installationspreis kann beträchtlich sein. Diese Kosten müssen jedoch gegen die langfristige Investitionsrendite (ROI) abgewogen werden.
Berechnen Sie Ihre potenziellen Einsparungen durch reduzierte Käufe von Zuschlagstoffen und Sand, niedrigere Wasserrechnungen und entfallende Entsorgungsgebühren. Für die meisten Transportbetonanlagen ist die Amortisationszeit überraschend kurz.
Das Management von Schlamm ist eine häufige Herausforderung
Unsachgemäß verwalteter Schlamm ist der häufigste Fehlerpunkt. Wenn die Dichte und die chemischen Eigenschaften des Schlammwassers nicht kontrolliert werden, kann dies die Konsistenz, die Abbindezeit und die Festigkeit neuer Betonmischungen negativ beeinflussen.
Die Implementierung eines konsistenten Testprotokolls für das Schlammwasser ist für die Qualitätskontrolle unerlässlich.
Gehen Sie nicht von 100% Wiederverwendung aus
Obwohl Recycler sehr effizient sind, können Sie nicht davon ausgehen, dass alles wiedergewonnene Material perfekt ist. Ein robustes Qualitätssicherungsprogramm ist unerlässlich, um zu überprüfen, ob die wiedergewonnenen Zuschlagstoffe die erforderlichen Spezifikationen erfüllen, bevor sie in neue Mischungen eingebracht werden.
Die richtige Wahl für Ihre Anlage treffen
Ihre Wahl sollte von Ihren spezifischen betrieblichen Zielen, Ihrem Budget und Ihrem physischen Anlagenlayout bestimmt werden.
- Wenn Ihr Hauptaugenmerk auf der Maximierung der Kosteneinsparungen in einer Anlage mit hohem Durchsatz liegt: Priorisieren Sie ein hochkapazitives, automatisiertes System mit einem ausgeklügelten Schlammmanagement, das eine maximale Wasserwiederverwendung ermöglicht.
- Wenn Ihr Hauptaugenmerk auf der Einhaltung von Umweltvorschriften bei begrenztem Platz liegt: Suchen Sie nach kompakten, überirdischen Modellen, die eine nachgewiesene Materialtrennung und -eindämmung bieten, auch wenn die Wasserwiederverwendungsmöglichkeiten grundlegender sind.
- Wenn Ihr Hauptaugenmerk auf Zuverlässigkeit und geringem Wartungsaufwand liegt: Bevorzugen Sie Systeme von etablierten Herstellern, die für ihre robuste Konstruktion und leicht verfügbaren Verschleißteile und technischen Support bekannt sind.
Letztendlich verwandelt die Wahl des richtigen Betonrecyclers Ihren Betrieb von einem Abfallerzeuger in ein Modell für Effizienz und Nachhaltigkeit.
Zusammenfassungstabelle:
| Wichtige Überlegung | Warum es wichtig ist |
|---|---|
| Recyclingkapazität | Passt zum Anlagenoutput, um Engpässe zu vermeiden und reibungslose Abläufe zu gewährleisten. |
| Materialqualität | Gewährleistet saubere, wiederverwendbare Zuschlagstoffe und Sand für konsistente Betonmischungen. |
| Wasser-/Schlammmanagement | Integration in Anlagensysteme zur Reduzierung des Frischwasserverbrauchs und zur Einhaltung von Vorschriften. |
| Haltbarkeit & Wartung | Minimiert Ausfallzeiten durch robuste Konstruktion und einfachen Zugang zu Verschleißteilen. |
Verwandeln Sie Ihre Betonfertigteil-Anlage mit GARLWAY in ein Musterbeispiel für Effizienz und Nachhaltigkeit.
Als Spezialist für Baumaschinen bietet GARLWAY langlebige, leistungsstarke Betonrecycler, die Bauunternehmen und Auftragnehmer weltweit unterstützen:
- Senken Sie die Betriebskosten durch die Wiederverwendung von Zuschlagstoffen und Wasser.
- Erfüllen Sie strenge Umweltvorschriften mit geschlossenen Systemen.
- Steigern Sie die Produktivität durch zuverlässige, wartungsarme Designs.
Bereit, Abfall zu reduzieren und Ihren ROI zu maximieren? Kontaktieren Sie unsere Experten noch heute für eine maßgeschneiderte Lösung!
Visuelle Anleitung
Ähnliche Produkte
- Tragbare Zementmischanlage mit Hubbetonmaschine
- Tragbare elektrische kleine Zementmischer-Betonmaschine
- Tragbare Betonmischmaschine Ausrüstung zum Mischen von Beton
- Baustoffbetonanlage Maschine Betonmischer
- Kommerzielle Betonmischanlage HZS 50 Kleincharge-Anlage zu verkaufen
Andere fragen auch
- Wie profitieren Betonmischanlagen für den mobilen Einsatz von Bauprojekten? Steigern Sie die Effizienz und senken Sie die Kosten vor Ort
- Was war die erste aufgezeichnete Version des tragbaren Betonmischers und wer hat ihn erfunden? Entdecken Sie die pferdegezogene Innovation von 1904
- Warum ist die Verwendung eines tragbaren Betonmischers notwendig? Volle Kontrolle & Effizienz gewinnen
- Wie optimiert ein tragbares Betonmischgerät die Zeit bei kleinen Bauprojekten? Erhalten Sie On-Demand-Kontrolle und Effizienz
- Wie viel Beton kann man mit einem tragbaren Mischer mischen? Finden Sie die perfekte Lösung für Ihr Projekt

















